鋳造・大物アルミ鋳物製作
一世代前とは比較にならないほど高レベルの鋳造・大物アルミ鋳物製作が可能になり、
より多くのお客様に向けて柔軟なご提案が可能になりました。
鋳物をきれいに造る要素として、「形状に合った鋳造方案」「効率的な湯道、セキの製作」「きれいな鋳型」「清浄化された溶湯」などがありますが、何よりも「きれいな物をつくる!」という心がけを大事にしています。
兼子グループではアルカリフェノール樹脂をバインダーとする砂型手込め造形にて社内6か所の造形現場の各担当により、方案の立案から注湯まで責任をもって慣行されます。
昨今では、あらゆる金型、製品に対応するため、鋳物の面精度の向上に重点を置き研究してまいりました。そして一世代前の鋳物とは比較にならない程の高いレベルまで達してきました。亜鉛合金・アルミ鋳物ともに、ピンホールの発生を極限まで抑える鋳造方法により、その利用範囲が拡大し新しい分野のお客様へのアプローチ材料となり得ます。 また、金型素材として異質材料 (A.ステンレスパイプ、B.ガス抜きピン、C.鋳込みねじ)の同時鋳込みが可能で、後工程の工数削減にも貢献できるためお客様にご好評をいただいております。なかでも、兼子グループが率先して取り組んできたステンレスフレキパイプの同時鋳込み工法は、パイプの自由度および肉厚の薄さによる熱効率の良さで、多くの金型素材に使われています。兼子グループの独自工法で破損修理も可能です。
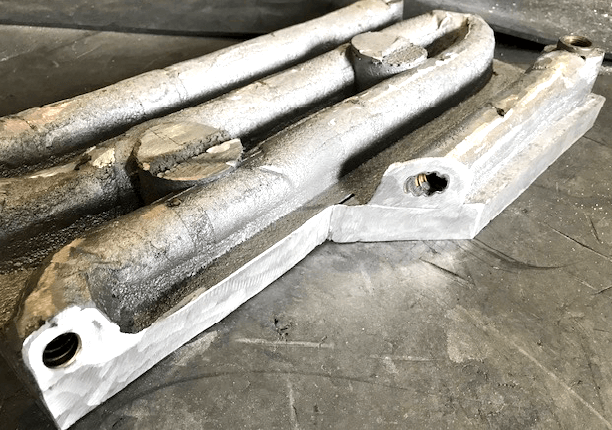
A.ステンレスパイプ
温調用に鋳物内に鋳ぐるみます。製品裏面上に設置し、肉厚内に垂れたり、ずれたりしません。パイプ゚端末はご希望のステンレス継手を溶接しますので、型外でのフレキパイプの露出、損傷はありません。冷水から蒸気、オイルまで幅広く対応が可能です。
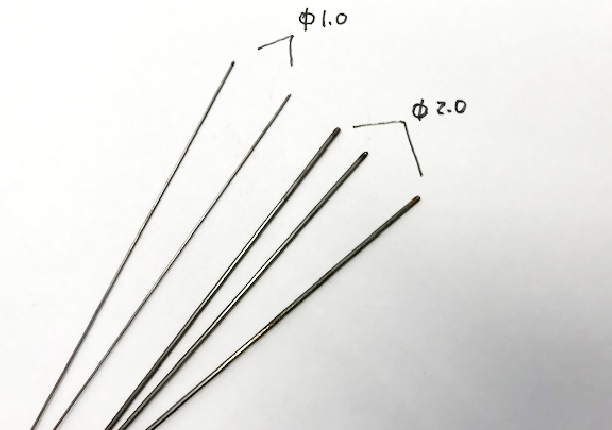
B.ガス抜きピン
鋳造時に、希望の太さのピンを同時鋳込みをし、アルミ冷却後にピンを抜くことによって、アルミに穴をあけられる技術です。のちのドリルでの穴あけ作業が省略でき、大変お客様に喜ばれています。

C.鋳込みねじ
ご希望サイズの吊り用ねじを鋳込むことにより、加工前の段取り上の取り回しなどに便利です。
 |鋳造、大物アルミ鋳物製作の流れ
|鋳造、大物アルミ鋳物製作の流れ
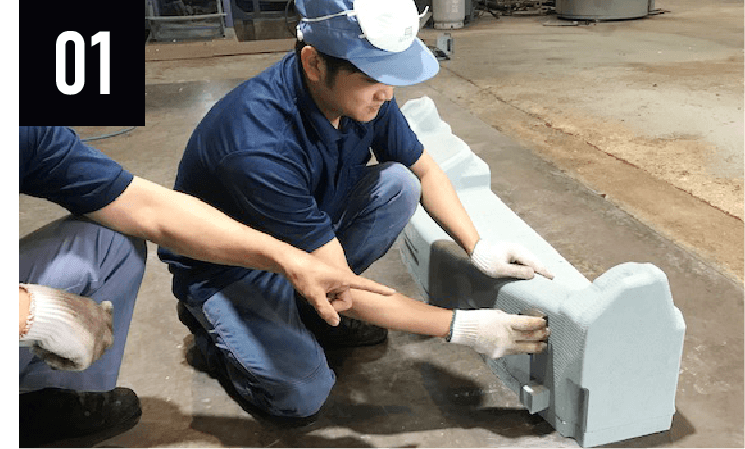
打ち合わせ、鋳造方案を決定
お客様との打合せにより、鋳造欠陥となる巣・ピンホールが製品の重要な部分に発生しないような鋳造法案を立案します。

鋳造モデルに塗型材を塗布
鋳型から発泡スチロールを除去する際、離型性を良くするために塗型材を塗布します。この塗型材を塗布しておかないと、バインダーとなるアルカリフェノール樹脂が発砲スチロールに付着してしまい、製品の品質悪化に繋がります。

鋳造モデル・金枠をセット、
造形作業、鋳型の砂込み
鋳造モデルの周りに金枠をセットしてアルカリフェノール樹脂を混ぜた砂を投入します。この時、モデルのサイズに合わせ金枠をセットします。この金枠が小さすぎると砂の強度が弱くなってしまい、大きすぎると砂が多くなりコスト増に繋がります。当社は50種類もの金枠サイズを用意しており、その中から最適な金枠を選定して使います。
鋳型を分解
全ての砂込みが完了し、砂が硬化したら鋳型を金枠ごとに分解し、発砲スチロールを溶かしながら取り除きます。

塗型を塗布、焼成
砂鋳型の表面の硬度を上げるために、塗型材を表面に塗布します。砂鋳型が空気中の水分を吸収しやすいため、表面温度が100度ほどになるまで焼成して水分を飛ばします。この焼成がしっかり出来ていないと鋳造の際に爆発が起こり不良の発生に繋がります。焼成後に上下鋳型をセットします。

水素ガスの除去、微細化処理
アルミの酸化物がカスとして発生するため、フラックスを使用し酸化物を大きな塊にして浮遊させ除去します。また、アルミは溶解中に水素を巻き込みやすいため、アルゴンガスを注入(GBF)することで、アルゴンガスと水素を反応させて空気中に放出させます。
その後、材料の引っ張り強度や伸びを上げるためにストロンチウムを添加し、ヒケやピンホールを防ぐためにチタンボロンを添加して微細化処理を行います。
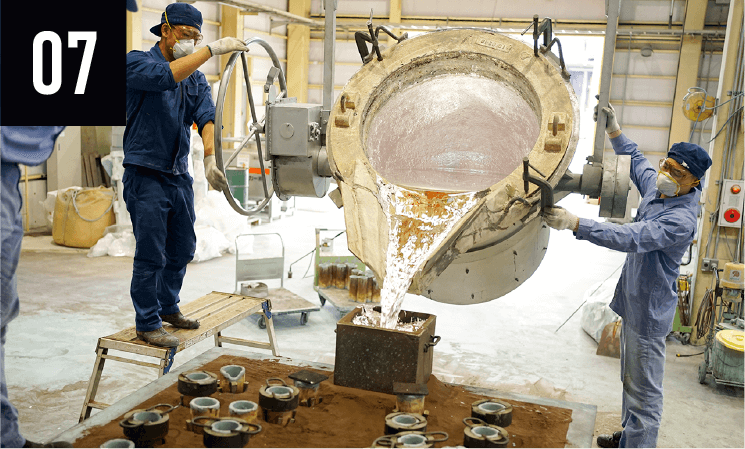
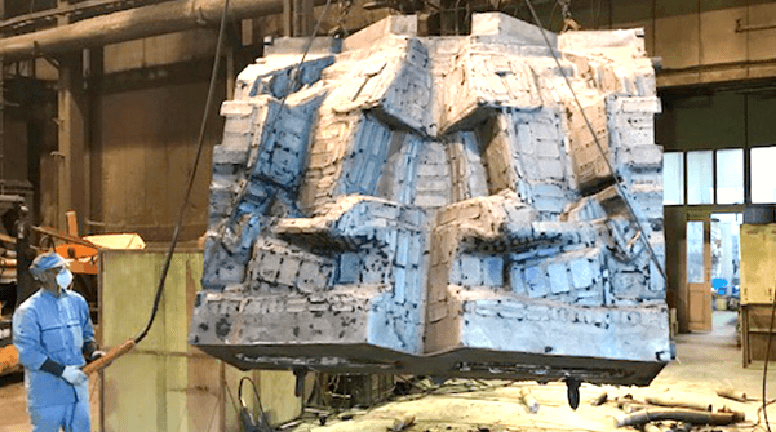
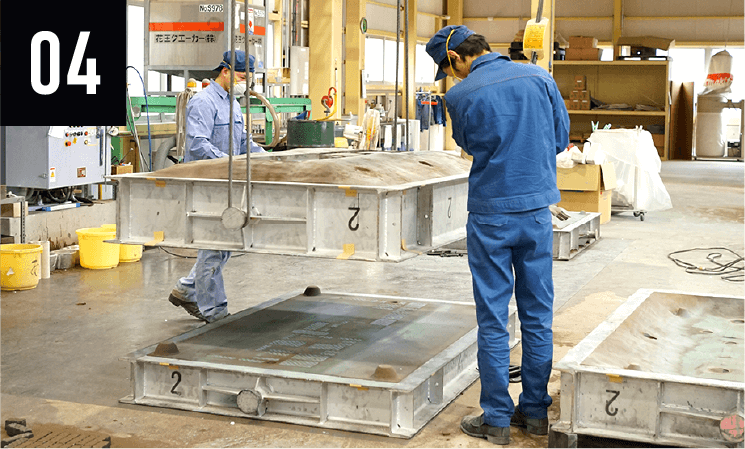
注湯、解枠、製品仕上げ
湯口から注湯を行い、アルミが凝固したら砂型を壊して製品を取り出します。アルミは変形しやすいため解枠の際は注意が必要です。
最後にショットブラストを当て、製品に付着した砂を取り除きます。そして、湯道、押湯等はサンダーにて切断し仕上げ完成です。